¶ Overview
In FDM 3D printing, the extruder system determines how consistently and precisely filament is fed into the hot end — directly influencing print quality, reliability, and material compatibility. Two primary designs dominate the market: Bowden and Direct Drive extruders.
While both share the same goal — pushing filament into the nozzle where it melts and extrudes — their mechanical layouts and behaviors differ significantly.
Understanding these systems helps users select the right printer setup, optimize settings, and avoid common feeding issues.
¶ Understanding the Two Configurations
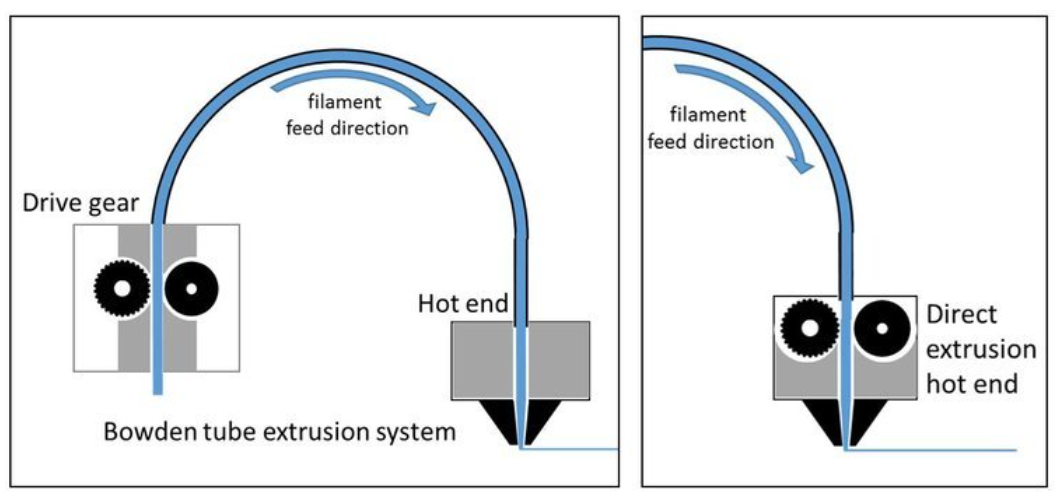
Bowden Extruder
In a Bowden setup, the extruder motor and drive gears are mounted on the printer’s frame rather than the moving print head. The filament travels through a PTFE (Teflon) tube, known as the Bowden tube, before entering the hot end.
This configuration reduces the moving weight on the print head, allowing for faster motion. However, the long, flexible filament path introduces elasticity and friction, which can delay extrusion and retraction responses. As a result, Bowden systems typically require higher retraction distances and are less suitable for flexible filaments that compress or buckle inside the tube.
Bowden extruders are often used in lightweight, high-speed, or cost-effective printers, especially those designed mainly for rigid filaments such as PLA, ABS, or PETG.
Direct Drive Extruder
A Direct Drive extruder places the motor, gears, and filament drive mechanism directly above or beside the hot end. This design minimizes the filament path — the filament travels only a few millimeters before entering the nozzle.
Because of this short, direct route, Direct Drive systems offer precise extrusion control, faster retraction response, and excellent handling of flexible or specialty materials such as TPU or TPE. The trade-off is a slightly heavier print head, which may limit acceleration at extreme speeds.
Today, most high-performance and modern desktop printers use Direct Drive extruders due to their superior consistency and material versatility.
|
Feature |
Bowden Extruder |
Direct Drive Extruder |
|
Motor Location |
Mounted on printer frame |
Mounted directly on print head |
|
Filament Path |
Long (through PTFE tube) |
Very short, direct into hot end |
|
Moving Weight |
Light |
Heavier (motor on head) |
|
Print Speed Potential |
Higher maximum speed |
Slightly limited at extreme speeds |
|
Extrusion Precision |
Moderate |
High |
|
Retraction Accuracy |
Slower, needs more distance |
Immediate and precise |
|
Flexible Filament Support (e.g. TPU) |
Limited |
Excellent |
|
Typical Use |
Budget or lightweight printers (e.g. Creality Ender series) |
Modern high-performance printers (e.g. Bambu Lab series) |
¶ Geared vs Non-Geared Extruders
Extruders can also differ in how the motor drives the filament.
A non-geared extruder directly connects the stepper motor shaft to the drive gear, which grips the filament. This simple design spins the filament at the same rate as the motor but offers limited pushing force. When printing at high speed or through a long path (like in Bowden setups), the motor may struggle to maintain pressure, leading to skipped steps or inconsistent flow.
A geared extruder, by contrast, uses a small gear on the motor and a larger gear on the filament drive. This gear ratio provides torque amplification — in other words, it multiplies the pushing force applied to the filament while reducing the load on the motor. The motor turns faster, but with less torque required per revolution. The result is smoother feeding, better grip, and improved performance when printing dense, flexible, or high-temperature materials.
Most modern Direct Drive systems use geared extruders because they combine responsiveness with high torque in a compact, lightweight design.
¶ The Role of AMS and Its Relationship to Extrusion
The Automatic Material System (AMS), developed by Bambu Lab, allows multiple spools of filament to be automatically loaded and switched during printing. Each filament spool sits inside the AMS unit, and the filament is transported through long PTFE feed tubes into the printer’s main extruder.
While the printer itself uses a Direct Drive system, the AMS effectively adds a Bowden-style front end — meaning the filament must travel through a few feet of tubing before reaching the extruder. This extra distance is negligible for rigid materials like PLA or PETG, but it becomes problematic for flexible materials such as TPU.
TPU is soft and compressible. When pushed through a long, curved tube, it tends to stretch, buckle, or stick against the tube’s walls. This makes feeding inconsistent or causes the filament to jam before it reaches the hot end. For that reason, TPU and other highly elastic filaments should be loaded externally, bypassing the AMS so that they feed directly into the printer’s extruder.
In summary, AMS is an automated feeder that enhances convenience for rigid materials but isn’t designed for flexible ones. The extruder on the printer remains Direct Drive, but when AMS is used, the system temporarily behaves like a hybrid — Bowden at the feeding side, Direct Drive at the print head.
¶ Which System Is More Common and Why
Historically, Bowden extruders were favored in entry-level and high-speed printers because of their lightweight motion systems. However, the growing popularity of multi-material printing and flexible filaments has shifted the industry toward Direct Drive systems.
Direct Drive extruders deliver more accurate filament control, cleaner retractions, and consistent extrusion under all conditions. They also simplify tuning — what you set in software more directly translates to physical motion. These benefits outweigh the small trade-off in weight and speed for most users, which is why nearly all modern, high-end printers now adopt this configuration.
¶ Summary
The choice between Bowden and Direct Drive extruders reflects a balance between speed and versatility.
- Bowden systems reduce weight and enable faster movement, but struggle with soft or flexible filaments.
- Direct Drive systems offer unmatched control and compatibility, especially when combined with a geared design for extra torque efficiency.
- Systems like Bambu Lab’s AMS introduce multi-material automation, but should be bypassed for flexible filaments to ensure consistent feeding.
For most users, especially those experimenting with different materials or demanding consistent quality, a geared Direct Drive extruder remains the most capable and future-proof choice.